Every piece of ammunition must be checked for all standards.
See the Ammunition Standards and Ammunition Construction Standards Sections for additional details.
See Appendix B: Fiberglass Inspection Standards for suggestions on the process of inspecting ammunition.
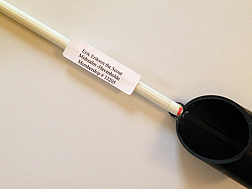
Label
The label must be printed (not hand written) with the owner’s name and Kingdom.
The label must be in English, utilizing a legible/readable font.
The label must be completely covered with clear packing tape. No reinforced or strapping tape may be used to cover the label.
If the combat archery ammunition is group-owned/labeled ammunition, an individual’s name as a point of contact for within the group must also be on the label.
Fletching, Colors, Markings and Length
NO fletching is permitted on fiberglass shaft ammunition. (Note- APDs are not considered fletching.)
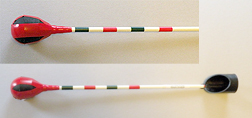
Ammunition may not be more than 10% yellow.
NOTE: 6 inches of alternating red and green stripes are only for experimental weapons.
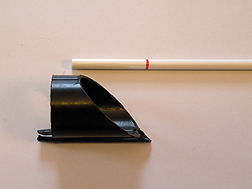
All ammunition has a maximum length of 28 inches from the back of the head to the point where the string touches the back of the ammunition.
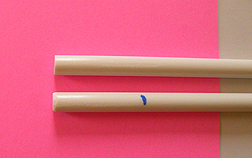
Shaft
Shafts must be solid pultruded fiberglass. (~Soc)
Shaft size must be ¼ inch diameter.
The shaft must be structurally sound. When bent gently, there should be no cracking sounds or odd deformations.
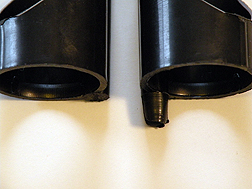
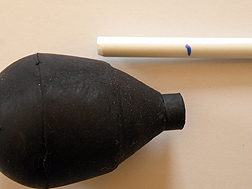
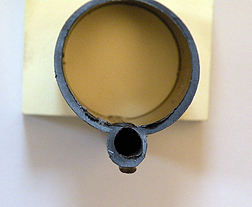
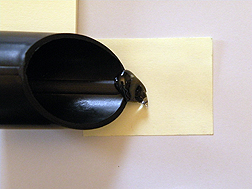
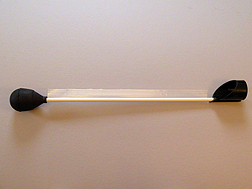
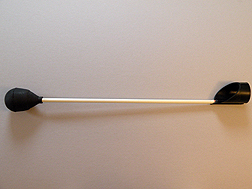
Head and APD
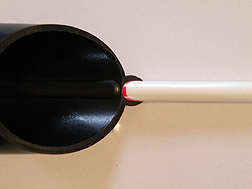
The head must be a Fathead. There must be two seams to show that it was made from a 3-piece mold.
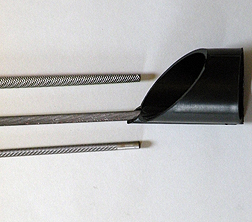
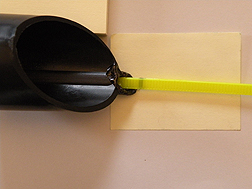
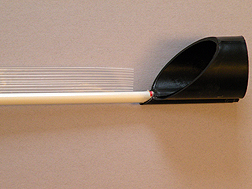
The APD (Anti-Penetration Device) must be an Asgard.
No cracks, cuts, or missing pieces are allowed in either the Head or the APD. (Check the APD inside and out, especially along both sides of the shaft tube.)
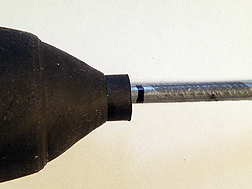
The fiberglass shaft cannot show through or stick through the end of the APD.
The APD must be round (the archer may fix this).
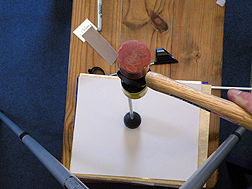
The head and APD must be secure.
- Gripping the head and APD with ONLY the thumb and two fingers, gently pull then gently twist.
- NO movement is allowed.
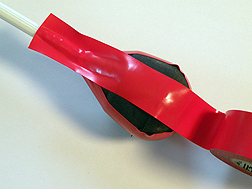
- Wrinkling of the red tape wraps around the base of the head and the point of the APD make it clear when there is movement.
- NOTE- This test is to determine if the head or APD is already loose, NOT to see if it can be broken loose.
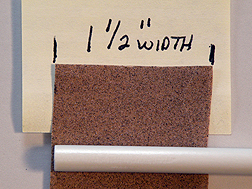
Tape and Taping
A single piece of filament-reinforced strapping tape must be used to cover the shaft from the back of the head to the front of the APD. It must run lengthwise on the shaft.
After taping the shaft, the head must be secured to the shaft with either strapping tape or red electrical tape. (See the Constructions Standards for details.)
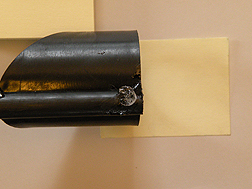
There must be two pieces of tape crossing over the tip. Both pieces must be structurally sound. (No cracks more than halfway across and no longitudinal cracks.)
Crossover pieces must be either strapping tape OR electrical tape, not both.
NOTE- Ammunition made before January 2012 may have been made with red electrical tape on top of strapping tape. Ammunition with this taping will fail inspection after January 1, 2017.
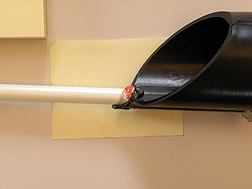
A piece of ¾ inch wide red electrical tape must be wrapped around the junction of the base of the head and the shaft.
The head can not be completely covered with tape.
A small square of red duct tape on the tip to protect the crossover pieces is acceptable.
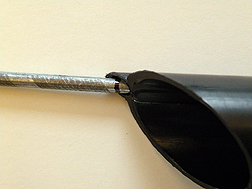
After taping the shaft, the APD must have a wrap of ¾ inch red electrical tape around the angled point of the shaft.